很遗憾,因您的浏览器版本过低导致无法获得最佳浏览体验,推荐下载安装谷歌浏览器!

加工中心MH600C的修理改造
【摘 要】 德国马豪公司生产的MH600C加工中心因长期使用,液压系统泄漏,压力不足;压力保不住压,导致液压泵频繁启动打压;更换刀具时夹持有异常,自动换刀功能丧失。经修理改造,设备恢复正常使用。
【关键词】 加工中心;蓄能器;自动换刀
1 、设备基本现状
我公司机加分厂加工中心,型号 MH600C,设备出厂编号:661872,厂内编号:3402001,为德国马豪公司 1993 年生产的设备。
该设备因长期使用,出现以下故障:
(1)液压系统泄漏,压力不足。
(2)压力保不住压,导致液压泵频繁启动打压。
(3)更换刀具时夹持有异常,自动换刀功能不正常。
2 、故障原因分析及措施
(1)工作台加紧液压缸体磨损、密封圈损坏缸体泄露、液压阀泄露,导致系统压力不足;准备检修缸体及液压阀,更换密封圈。
(2)蓄能器压力不够,保不住压,检修蓄能器。
(3)自动换刀部分部件损坏,功能丧失。因设备已停产,无法购买,只能制作备件进行更换。
3 、修理改造方案
3.1 液压部分解决方案
3.1.1 液压系统结构原理
如图,开机后,液压泵开始向系统在数秒时间内供油,建立所要求的工作压力。工作中,若压力低于30bar,压力开关使机床停机。液压系统正常工作压力在110bar至130bar之间,如运行中系统工作压力低于110bar,压力开关会使油泵开启,重新加压。高于130bar就靠溢流阀来调节液压系统的压力,液压油从溢流阀流回油箱,保持正常工作压力。另一方面溢流阀上的安全阀将系统安全压力设定为140bar,以保护和防止过载。蓄能器的作用起保压作用,储蓄液压油,在夹头持续加紧时,常用它提高使用效率,即油泵工作时,液压油进入蓄能器储存起来,当达到加紧压力使刀具加紧后,液压泵可停止工作,靠蓄能器补偿漏油保持压力。
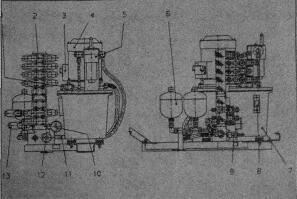
1.加油口盖及过滤网;2.电磁阀块集成;3.电器连接;4.电机-泵单元;5.回油过滤器;6.蓄能器;7. 液压泵;8.油位显示带温度计;9.压力开关;10.压力表;11.泄油堵头;12. 溢流阀(安全阀);13.压力控制单元
3.1.2 液压系统清洗及换油
为确保液压系统工作正常,首先必须对管道、流道等进行循环清洗。液压装置经过长期工作后,油液劣化、橡胶落渣、金属磨耗物等杂质影响系统正常工作。清洗过程中要经常轻轻地敲击管子,这样可收到除去水锈和尘埃的效果。清洗20min后要拆卸滤油器,检查污染物的情况,并把滤网清洗干净。然后,再次进行清洗,反复多次,直至清洗到使滤油器上无大量的污染物出现为止。清洗时间的长短应根据系统的复杂程度、油液的污染程度和过滤要求等因素来确定。按设备使用说明书上规定的油品牌号加油,加油必须过滤,注意清洁。
3.1.3 油缸及部件检修
检查修理工作台加紧油缸,更换密封圈,拧紧阀盖及管接头,消除泄露。
3.1.4 溢流阀修理改造
溢流阀存在故障,泄露严重,长时间不断卸荷,引起油温上升较快,修理方案:
(1)研磨阀体孔,根据修复后尺寸重做滑阀,使各项精度达到要求。
(2)更换调压弹簧。
(3)调压后应紧固锁紧螺母。
(4)研磨阀座孔,将封油面圆度误差控制在0.005~0.01mm,表面粗糙度值Ra≤0.8μm。修磨锥阀,其表面粗糙度值Ra应达到0.4μm。
3.2 检修蓄能器,彻底解决故障
该蓄能器(也叫储能罐)为德国产品,正常工作压力不低于80MPa。因系统保不住压,判断蓄能器故障为氮气不足,需要对其充氮气。但其结构与国内产品不一致,无专用充气装置。蓄能器上端进气阀门锁紧外螺纹为M28×1.5,国内充气管进气接口内螺纹只有M14×1.5,无法对接。其二,国内充气装置为顶杆结构,而此蓄能器进气结构为内六方螺杆旋动阀门加放气方式。经认真研究和反复试验,我们对国产加气装置进行了改装,制作转换套,转换套一头为内螺纹 M28×1.5,一头为外螺纹M14×1.5。制作内六方扳手,内六方扳手六方尺寸与蓄能器放气阀内六方孔一致,一头为3×3四方能与充气管旋钮内顶针相连。增加防漏垫圈,将顶杆结构改装为旋转结构。
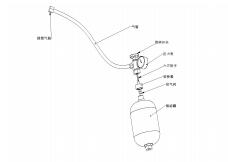
将转换套连接到蓄能器上,内置尼龙垫片,拧紧不漏气;将六方扳手一头与充气装置旋钮内顶杆连接插入转换套孔内,另一头与放气阀内六方孔连接,充气装置与转换套上部连接紧固。旋动充气装置旋钮,即可打开蓄能器放气阀,给其充放气。
将充气装置另一端与氮气瓶连接,旋开氮气瓶阀充气,当压力表上显示的氮气压力超过80MPa后,即可用。
蓄能器压力达标后,再逆时针旋转充气装置旋转开关并用力拧紧,即可关闭蓄能器的进气阀。最后拆下充气装置及转换套等,蓄能器修复完成,解决了蓄能器充气问题,效果良好。
3.3 机械部分自动换刀故障修理
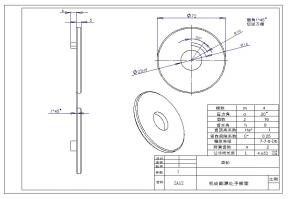
换刀机构故障,传动齿轮损坏。该传动齿轮为尼龙压铸成型,长时间运行后,疲劳断齿。
故障处理:鉴于工艺的限制,改用铝制齿轮代替原有齿轮,测量计算各数据,用线切割机加工成型,如下图:
4、 结束语
通过改造方案的实施,彻底解决了设备现有存在的故障,消除了液压系统的泄漏,压力不足,更换刀具时夹持不紧,自动换刀功能丧失等故障;使设备恢复使用功能,达到完好水平,投入生产使用,满足生产工艺要求。


