很遗憾,因您的浏览器版本过低导致无法获得最佳浏览体验,推荐下载安装谷歌浏览器!

SL803C 螺纹加工车床液压站的改造
2017-3-3 来源: 天津钢管集团股份有限公司 作者:刘朝池,杨建波,高玉海
摘 要:液压站是整个液压系统的一个重要部件,是多种元、附件组合而成的整体,它按主机要求供油,并控制液压油的流动方向、压力和流量,其设计质量的优劣与液压设备性能关系很大。针对原液压站在使用过程中出现的诸多问题,有针对性地进行分析,指出其存在的弊端,同时对原液压站进行改造。通过对液压元件进行选型和验算,使液压站性能达到最优化,经过后续的应用实践来看,该液压站性能可靠、稳定,故障发生率降低、工作效率提高,完全满足螺纹加工车床的加工工艺要求。
关键词:螺纹加工车床 液压站 选型 改造
0 引 言
SL803C 螺纹加工车床是天津钢管集团股份有限公司从国外引进的螺纹加工专用设备,其具有高切削效率、高自动化和高加工精度的特点,主要用于本公司特殊扣螺纹的加工。液压站是螺纹加工车床的一个重要组成部分,它按主机要求供油,并控制液压油的流动方向、压力和流量,其设计质量的优劣不仅影响液压设备性能,而且对螺纹加工精度影响很大。
1 、原液压站原理
原液压站原理图如图 1 所 示 。
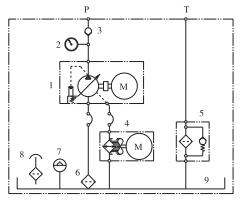
1—液压泵组;2—压力表;3—单向阀;4—风冷却器;5—回油过滤器;6—吸油过滤器;7—液位传感器;8—空气过滤器;9—油箱
图 1 原液压站原理图
液 压 站 由V23A1R-30S12 变排量柱塞式液压泵、3.7,kW(1,450,RPM)电机、压力表、出口单向阀、风冷却器、回油过滤器、吸油过滤器、空气过滤器、液位传感器以及油箱等组成。系统额定压力为 7,MPa,最低工作压力为 5,MPa,最大流量为 33.35,L/min。液压泵与电机组成泵源,供往螺纹加工车床的变速缸、平衡缸以及旋转刀塔动作所需的流量和压力;为防止系统在静止时,系统压力通过液压泵完全卸荷、防止液压泵停止时,带载执行元件的回缩以及系统压力突然升高,反向传给液压泵,避免泵反转或损坏,在泵出口安装有单向阀;为防止系统油温过高,影响系统性能,设置有风冷却器;为防止任何污染物进入液压泵及侵入系统或系统内产生的污染物流入油箱,在液压泵吸口安装有吸油过滤器,回油管路上装有回油过滤器;油箱上装有液位传感器,以监测油液高度。
2、 存在的问题
①风冷却器安装在液压泵溢流管路上,使泵溢流压力升高,影响液压泵的寿命。②液压泵易发生柱塞折断、抱死等故障,使用寿命短。③公司近 100 台螺纹 加 工 车 床 中 ,只 有 该 型 螺 纹 加 工 车 床 使 用V23A1R-30S12 柱塞泵,且订货周期长、价格高,互换性和通用性低。④未安装加热器。当油温过低启动系统时,由于油液黏度过大,阻力损失剧增,不但会造成泵启动时吸油困难,加速柱塞磨损,而且会使控制阀操作失常,加大设备运行安全隐患。⑤回油过滤器的过滤性能易受系统流量和压力波动的影响;同时清洗、更换滤器时需停机,影响系统工作。⑥液压站底座未设置滴油盘,检修时油液易污染场地,污油难回收。
3 、液压站的改进
改进措施如图 2 所示。
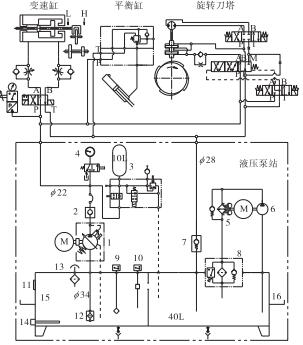
1—叶片泵;2、7—单向阀;3—蓄能器;4—压力表;5—风冷却器;6—循环泵;8—回油过滤器;9—温度传感器;10—液位传感器;11—液位计;12—吸油过滤器;13—空气过滤器;14—加热器;15—油箱;16—滴油盘
图 2 改造后液压系统原理图
①为了提高液压泵备件的通用性以及互换性,结合现场液压泵的使用情况,选用 PV7 型限压式叶片泵。②在泵出口安装皮囊式蓄能器,目的:作辅助动力源,在瞬间提供大量压力油,提高加工车床各执行元件动作的稳定性,减少主传动的功率。③采用独立的过滤、冷却回路,对油液进行连续循环过滤,使过滤器免受系统流量、压力波动的影响,在清洗、更换过滤器时不影响系统工作。④为防止停机后,管路中的油液流回油箱而使油溢出油箱,在回油管路上加装单向阀,该单向阀还可以防止拆卸管路时虹吸现象的发生。⑤油箱上加装加热器,避免油温过低对系统的影响。
4 、液压元件的选取与验算
4.1 液压泵的选取
改造思路:使用原装在线电机,通过电机的转速和功率选择液压泵。同时为了提高液压泵备件使用的通用性、互换性以及采购的便利性,采用叶片泵替换原装柱塞泵的方案。
已知:系统最高工作压力为 7,MPa,电机功率为3.7,kW,转速为 1,425,RPM。电机输入功率公式:
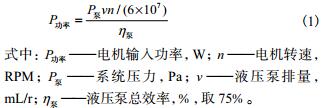
将上面已知参数代入公式(1),得:液压泵排量v = 16.7 mL/r。
根据以上压力、流量以及转速的数值查阅产品目录,确定选取 PV7-1,/16-20 RE01MCO-16 变量叶片泵,其压力流量曲线(转速 n:1,450,RPM)如图 3所示。
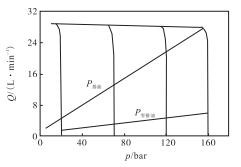
图 3 压力流量特性曲线
4.2 蓄能器(皮囊式)的选取
螺纹加工车床在 3,s 内需要 ΔV (有效容积)为1.2,L 液压油。最高工作压力 P2 为 7,MPa,最低工作压力 P1 不得低于 5,MPa(低于 5,MPa 系统报警)。工作温度为 25~55 ℃。
确定所需气体容量:因这是一个快速过程,所以气体的状态变化可视为绝热的变化。经查资料,多变指数 n = 1.4 。

4.4 风冷却器、油箱及循环泵的选取
4.4.1 油箱
该液压系统在整个工作循环中,较大能量损失(此时的泵压力为 7,MPa,0 排量工况时的泄漏量 0 q为 4,L/min)所占工作循环时间比例为 75%,。查资料,该型车床允许油液温升 Δ = T 25 K。
考虑现场空间位置的局限性,以及结合各执行元件的最大需油量,最终选用 40,L 容积油箱。由于选用 40,L 油箱容积小于 101,L,所以需要设置冷却器。
4.4.2 风冷却器
冷却器安装在独立冷却回路中,优点:单独液压泵将热介质通过冷却器,使冷却器免受液压冲击的影响。将 40 代入公式(7)、(8),可得 40,L 油箱的单位散热量为 252,W。
4.4.3 循环泵以及电机
根据已知参数,选用齿轮泵,型号:CB-B6,驱动功 率 为 0.31,kW ;电 机 功 率 为 0.37,kW ,转 速 为1,450,RPM。
4.5 加热器的选取
电加热器的功率公式:
将已知参数代入公式(10),可得电加热器的功率P≥1,852,W。电加热器型号:GYY2-220/2。
4.6 过滤器的选取
过滤器的通油能力按大于实际通过流量的 2 倍以上选取。
4.6.1 吸油过滤器
已知液压泵的流量为 23.8,L/min,过滤器型号:WU-63×180。
4.6.2 回油过滤器
型号:RFP/HC60DL20C1.X/-V。4.7 管路通径及壁厚选取管子内径 d (mm)的计算公式:
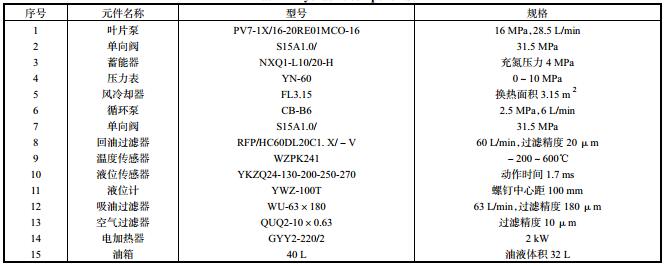
表 1 液压元件汇总表
5 、结 语
对 4 台 SL803,螺纹加工车床液压站进行改造后,获得了较好的使用效果并取得了良好的经济效益。①液压泵故障率明显降低,通用性、互换性提高,备件费用降低。②通过对液压站增设相应液压元件,使液压站在压力、流量、油温、液位等方面得到稳定控制,满足了现场的生产要求。


